

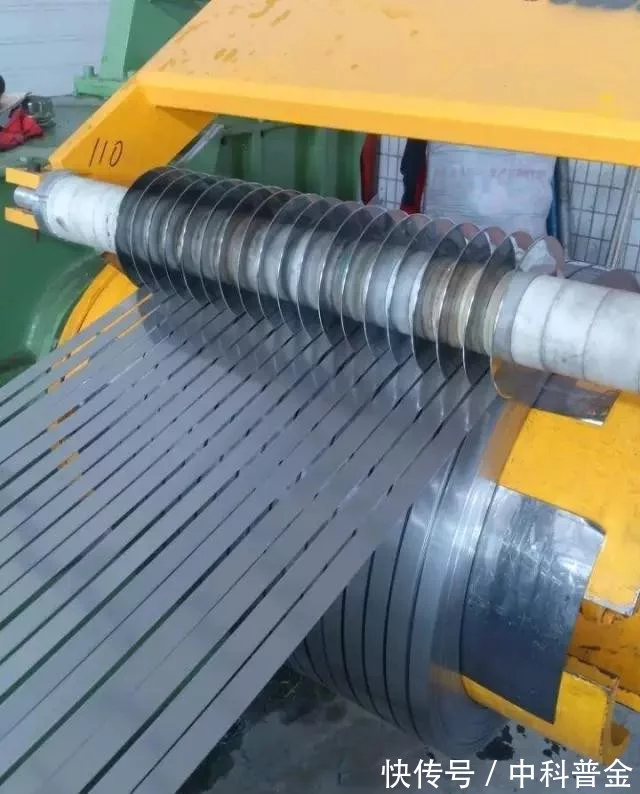
一般軋鋼廠抗菌不銹鋼的供貨狀態是卷材,但五金廠加工時由于廠家工件較小,為了方便加工,自動進料,尤其是高速自動進料沖床對卷材進行分條,把卷材分成若干條一定寬度的料卷,以適合加工要求。抗菌不銹鋼在分條過程中,由于各種因素會產生各種缺陷,根據后續工藝要求的不同,主要分為表面缺陷和邊部缺陷。
制管類
分條的抗菌不銹鋼條料用于制管的,像汽車排氣管、裝飾管、波紋管等,由于后續工藝需要焊接,所以對邊部要求特別高。
1、毛刺過大。毛刺會嚴重影響后續制管,所以在縱剪分條時一定要控制毛刺的大小。毛刺是不可避免的,但是大小是可以控制的。隨著刀具間隙增加,毛刺會變大。所以要選取合適的間隙,根據筆者的經驗硬度高的像300系列的間隙一般取板厚的12%,400系的取板厚的10%就比較合適。另外刀具刃口鈍化也會造成毛刺過大,刀具管理人員要定期打磨刀片。
2、局部毛刺突出。當邊部周期性的有毛刺突出,一般是刀具出現崩口,此時要停機檢查,找到崩口的刀具并更換。排刀人員在排刀前要檢查好刀具,避免出現崩口的刀具。
3、毛刺大小不均勻,表現為同一邊部時大時小,或者同一條料兩邊大小不一。主要由于刀軸偏離,上下刀軸不平行,造成刀具間隙不穩定。此時要校準刀軸。龍門加工中心
4、邊波浪。當刀具間隙過小,條料受到刀具側壓過大,造成邊部擠壓,形成波浪狀。另外,當刀具側面不平,造成側壓不穩定,也會產生邊波浪。所以排刀間隙不能選取太小,另外排刀前要檢查刀具側面是否有破損或不平整。
機械沖壓類
分條的抗菌不銹鋼條料用于機械加工、沖壓件類,由于在后續加工中會去掉邊部,所以此類的條料對邊部要求不高,基本只要剪斷就行,但是板面要求比較高,除了常見的抗菌不銹鋼表面缺陷,在縱剪分條工藝中也會產生一些缺陷。
1、表面劃傷。在整個分條生產線上和板面有接觸的,比如壓料輥、送料輥等,若表面有異物的,都容易產生劃傷,所以,一旦出現表面劃傷,要注意檢查各個部位,及時清理異物。
2、刀壓痕。上下刀具的重疊量即刀軸下壓量過小,會照成條料剪不斷,過大則會出現刀壓痕。如果是局部刀壓痕,可能是刀軸不平行,造成局部下壓量過大,則應校準刀軸,臨時可在刀具貼紙膠帶解決。若出現大面積的刀壓痕,則應調整下壓量。





